品牌:河北威岳
精度:1-2-3级
硬度:HB170-240
强度:HT200-300
起订:1件
供应:1000件
发货:3天内
铸铁焊接平台是适用于各种检验工作,但是大家是不是都知道铸铁焊接平台维护的一些方法?铸铁焊接平台在机械制造中是不可缺少的基本工具。如果出现问题是不是每个人都会怎么去维护?
1、重要零件可进行热等静压处理,消除铸件内的疏松;
2、焊补,挖去缺陷区金属,用与基体金属相同或相容的焊条焊补缺陷区,焊后修平进行焊后热处理;
3、对承受液体或气体压力的铸件,可进行局部或整体浸渗处理,提高铸件的密封性能。
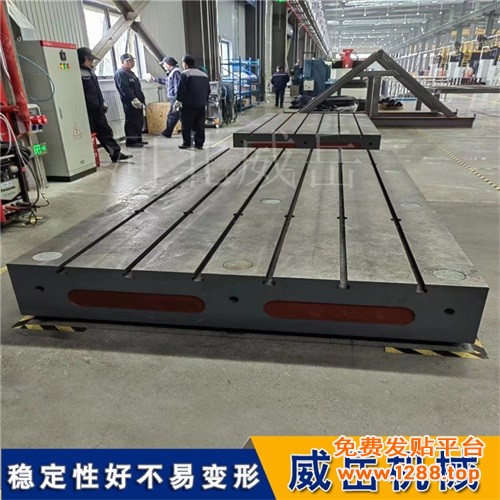
铸铁焊接平台用于铆焊工艺的基础平板,工作面上有孔和T型槽,孔主要用来清理铆焊时的一些铁渣和焊接废弃物,T型槽主要是用来固定焊接件。当然焊接平板/平台也有用平面的,即无孔无槽。因此铸铁焊接平台如果变形会导致在机械测量或检验时不准确。所以铸铁焊接平台的维护很重要。
铸铁焊接平台经过两次人工退火,具有耐磨,耐高温,耐腐蚀等特性,去应力退火又称低温退火。这种退火次要用来消弭铸件,锻件,焊接件,热轧件,冷拉件等的残剩应力。假设这些应力不予消弭,将会引起钢件在一定年光当前,或在随后的切削加工过程中发生活气发火变形或裂纹。主要适用于工业设备中的测量,检验,划线等。还可以用于机床机械装配、检验测量基准,检查零件的尺寸精度或行为偏差,并作装配、焊接、划线,在机械制造中也是不可缺少的基本工具。
铸铁焊接平台砂型的制造质量涉及产生夹砂的“临界时间”。如何精细地造型,提高砂型的整体强度,是防止夹砂的关键。
工具/原料:铸铁焊接平台型砂 HT250灰铸铁
确保铸铁焊接平台砂型的制造质量方法和步骤
1、舂砂要紧实和均匀
砂型应舂得紧实均匀,避免局部过紧和分层。铸铁焊接平台湿型不要求过高的紧实度,而表干型和下型应有足够的紧实度。大型铸铁件防止夹砂的经验是:人工用直径10-15 mm粗的钢钎都无法插进砂型。由此可见防止夹砂要注重砂型的刚性当然增加砂型紧实度会影响砂型排气,与之相应的重要手段是多扎气眼,并尽可能接近砂型表层造型时要注意砂箱的箱带和挂钩不能离型面太近,芯骨也不能距砂芯表面过近,因为会引起舂砂不均舂砂时首层填砂不可过薄,特别是在模型表层木板较薄时,木板的弹性会使砂型分层。刮板的造型操作要特别小心,以墁刀削砂成型为主,刮板刮砂时不能过分用力,以免使砂型分层。
2、细心修型和上好涂料
修型时不能过度地修磨砂型,这样易把水分引到砂型表面,形成硬块且与本体分离。砂型损坏之处要划毛后修补,不宜刷水过多。浇口附近、凸台边缘、大平面及铁水断续流经的部位应插钉加固。插钉呈梅花状,使砂型有一个整体的强度。涂料是砂型的保护层,要上好。修型后宜让砂型阴干一段时间再上涂料,以利涂料的渗透。涂料 好刷两遍,遍上浓涂料,并用墁刀压一遍,第二遗上较一点的涂料。
3、控制烘干范围
砂型干燥不好也容易产生夹砂,为此砂型应有正确的烘干范围。干燥炉开始不能升温过快,否则会使砂型外层存在较大的温度差,以致开裂。保温要有充裕的时间,以确保砂型烘干透彻。配箱后应尽快浇注,以免返潮。
官方网址:http://www.chinaweiyue.com/
联系人 销售部经理 高女士13231722614 竭诚为您服务!